Comparing the Environmental Impacts of Single-Use Bioreactors vs. Stainless Steel

Single‑use plastics for consumer products have long been the bane of the environmental movement, with grocery bags and straws as obvious examples. Single‑use plastics in bioprocessing, however, provide significant environmental advantages compared to the stainless steel alternatives. In addition to providing pharmaceutical companies with flexible, scalable solutions, single‑use bioprocessing equipment has proven to be a much more environmentally‑friendly option than reusable stainless steel bioreactors. This holds true for scales ranging from small pilot facilities to 20,000 L bioreactor skids.
In this article, we look at environmental impacts of single use bioreactors vs. their stainless steel counterparts:
- Review literature on the environmental impacts of bioprocessing.
- Examine wastewater streams as an example of the environmental impact of clean‑in‑place/steam‑in‑place (CIP/SIP).
- Discuss process intensification as a means of reducing the overall environmental impact of bioprocessing.
Studies on environmental impacts of bioprocessing
In this section, we will look at two studies that show single‑use bioreactors are significantly more environmentally friendly than stainless steel reactors. Both of these studies make the following assumptions:
- CIP/SIP between each batch requires a standard amount of energy and supporting equipment
- Single‑use plastics are being compared to multiuse stainless steel
- Single‑use components arrive at the pharmaceutical manufacturing site pre‑sterilized by irradiation
- Single‑use components are disposed of via hazardous waste incineration (some studies assume heat recovery; it is not shown to have a significant impact on the overall energy costs)
Study 1: Stainless steel bioreactors are more harmful to humans and ecosystems
Purpose & design: A 2014 study by GE Healthcare (now Cytiva) and published in BioPharm International looked at the production of monoclonal antibodies to compare single‑use and stainless steel process technologies. The authors split pharmaceutical production into 14 unit operations, plus an additional support unit encompassing all operations required for CIP/SIP. Energy costs were determined based on the assumption that multiuse equipment has a 10‑year lifetime, with 25% of equipment then reused, 67% recycled, and the remaining 8% landfilled.
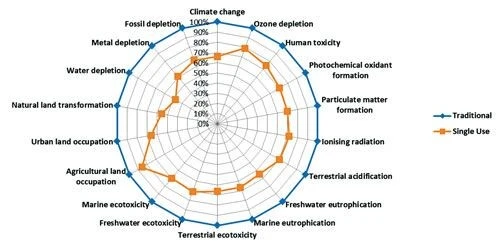
Results & analysis: The authors evaluated the full process trains at 100 L, 500 L, and 2,000 L scales for a 10‑batch campaign. They used 18 categories to assess environmental impact, including human toxicity as well as depletion of water, metal, ozone, and fossil. For 2,000 L volumes, the single‑use bioreactors proved to be advantageous over multiuse bioreactors in each of the 18 categories, as shown in Figure 1.
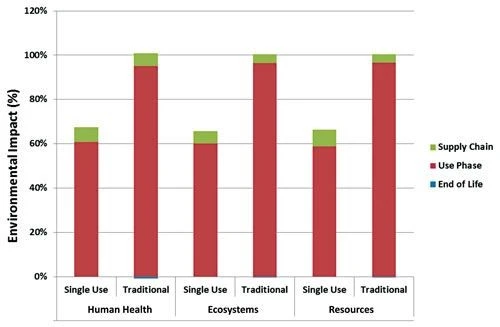
The study compared environmental impact on human health, ecosystems, and resources at various lifecycle phases: supply chain refers to the materials and manufacturing of process equipment (including consumables); use phase refers to the impacts of production, including CIP/SIP; and end‑of‑life refers to the disposal, reuse, or recycling of equipment. Figure 2 shows that about 90% of the environmental impact of a bioprocess results from lifetime usage.
Key findings: This study concluded that single‑use equipment is significantly more environmentally friendly than traditional stainless steel equipment. The biggest savings are in the energy costs of lifetime usage: with energy savings attributed to removing the processes necessary for CIP/SIP.
Study 2: CIP/SIP accounts for over half of the total energy consumption of stainless steel skids
Purpose & design: In 2009, BioProcess International looked at the energy costs of single‑use vs. multiuse systems. Their energy calculations were based on the following factors:
- Single‑use plastics are assumed to be made entirely of polypropylene
- Stainless steel bioreactors have a lifetime of 600 production batches, but the required liquid and air filters must be regularly replaced.
- Single‑use biocontainers are housed in stainless steel totes without vent filters.
- Single‑use capsule filters inside stainless steel housings are used instead of standard liquid and exhaust gas filters.
- Single‑use membrane absorber capsules are used instead of standard chromatography columns and resins.
Single-Use Energy Consumption (Megajoules)
Multiuse Stainless Steel Energy Consumption (Megajoules)
Materials Production
4,100
1,100
Sterilization
30
2,000
Cleaning
0
4,900
Total
4,130
8,000
Table 1: Total energy calculations for bioprocessing for single use systems compared to multiuse stainless steel systems. While single-use systems have higher materials costs to regularly replace components, they are significantly less energy intensive over their lifetimes.
While manufacturing stainless steel is significantly more energy intensive than manufacturing plastic, the disposable plastic components must be replaced for each batch. This results in a cumulative energy expenditure to produce single‑use components that is almost 4x greater than the energy expenditure to manufacture the equivalent multiuse components. While single‑use components are often disposed of by incineration, allowing for some energy recovery through heat, there is not nearly enough recovery to overcome the large difference in energy costs.
SIP calculations assumed a steam generator output of 500 kW/h, and 100 L of water necessary to provide 30 minutes of steam at 130oC, with SIP between each batch. In contrast, single‑use components are irradiated by the manufacturer and then disposed of after use. This study found that sterilizing multiuse skids between batches is over 6x more energy intensive than sterilizing single‑use components before use.
The largest energy expenditure in traditional bioreactor systems is in producing the pyrogen‑free distilled water necessary for cleaning. The 4,900 MJ which this study determined to be necessary for cleaning multiuse systems lies in sharp contrast to 0 MJ required for single‑use components, which do not need to be cleaned.
Key findings: Over a lifetime of use, single‑use bioreactors are significantly less energy intensive than multiuse bioreactors. CIP/SIP accounts for the vast majority of the energy requirements for traditional bioreactor skids, meaning the elimination of inline cleaning and sterilization is the key environmental advantage of single‑use systems.
Example: waste streams resulting from CIP/SIP
Waste streams result from cleaning reusable components, and must be processed as they leave pharmaceutical plants before they are introduced into the sewer system. Standard toxicity assessments calculate the concentrations of various trace metals and other materials which may be toxic to organisms, as well as looking at stream volumes, and the expected dilution of the waste streams when mixed with other waste at the treatment plant.
Standard cleaning solutions for reusable stainless steel and plastic components include 1 M sodium hydroxide, 1 M phosphoric acid, pyrogen‑free distilled water, buffers, cleaning agents, and steam. Sanitation solutions are usually diluted bleach, and wipe‑down solutions are generally quaternary disinfectants. These solutions must then all be rinsed several times over — creating chemical runoffs which must be properly handled.
To address the issues associated with chemical waste streams, regulatory drivers have moved pharmaceutical facilities from chemical sanitation to steam sanitation. Steam sanitation creates less chemical runoff and less energy is required to treat the waste streams. However, the energy cost of steam generation can be great enough to offset these advantages.
Impact of CIP/SIP and the role of process intensification as a remedial solution
CIP/SIP has been shown in the studies cited here and others to be the primary contributor to the environmental footprint of a pharmaceutical manufacturing facility. As such, the primary advantage conveyed by single‑use systems is exactly that — they are disposed of and replaced, rather than cleaned and reused. Despite the higher manufacturing costs demanded by components which must be continually replaced, single‑use systems achieve a much lower environmental footprint by avoiding the energy costs of inline cleaning and sterilization.
Despite their environmental advantages, single‑use skids are not always feasible, for reasons ranging from process scale to extreme operating conditions to fluid incompatibilities. Process intensification therefore provides a simple means by which to introduce significant energy savings into the plant.